Раковины при сварке образуются из-за недостатка металлического материала в швах, что может быть вызвано неправильными параметрами сварки, такими как низкая температура, слишком быстрое движение электрода или недостаточная подача сварочного материала. Это приводит к образованию пустот, которые визуально напоминают раковины.
Кроме того, плохая подготовка к сварке, наличие загрязнений на поверхности заготовок или использование неподходящих материалов также могут способствовать образованию раковин. Эти дефекты снижают прочность соединения и могут привести к разрушению сварного шва в будущем, поэтому важна тщательная проработка всех этапов сварочного процесса.
Почему в процессе сварки образуются раковины?
Сварка является одним из наиболее распространенных и эффективных способов соединения металлических деталей. Однако, в процессе сварки могут возникать некоторые проблемы, такие как образование раковин на сварном шве. Раковины — это пустоты и трещины, которые образуются в результате неправильной сварки или некачественной металлической поверхности.
Одной из основных причин образования раковин является недостаточное расплавление свариваемого металла. Это может быть вызвано неправильной настройкой сварочного аппарата, недостаточной мощностью сварки или несоответствующей технологией. В результате неполного расплавления металла возникают пустоты и трещины, которые могут сильно снизить прочность сварного соединения.
Другой причиной образования раковин является низкое качество металлической поверхности. На поверхности металла могут присутствовать посторонние включения, окислы, грязь и другие загрязнения. В процессе сварки эти загрязнения могут привести к образованию раковин. Также, плохая подготовка металлической поверхности перед сваркой может вызвать неоднородное распределение тепла и, как следствие, образование раковин.
Методы устранения раковин во время сварки включают в себя несколько этапов, включая улучшение технологии сварки, правильную настройку сварочного аппарата и тщательную подготовку металлической поверхности. Кроме того, можно использовать специальные добавки и флюсы, которые помогут устранить раковины и обеспечить качественное сварное соединение.
Образование раковин при сварке является серьезной проблемой, которую необходимо решать для обеспечения надежности и прочности сварного соединения. Соблюдение правильной технологии сварки, правильная настройка сварочного аппарата и тщательная подготовка металлической поверхности являются ключевыми факторами для устранения раковин и получения качественного сварного шва.
Возникновение раковин при сварке
При сварке металлических деталей возникает такое явление, как раковины. Раковины представляют собой неровности и наплывы, которые образуются на поверхности сварного шва или металла вокруг него. Они могут быть вызваны различными факторами и имеют негативное влияние на качество сварного соединения.
Одной из основных причин возникновения раковин является неправильная технология сварки. Несоблюдение режима сварки, неправильная настройка оборудования, использование некачественных сварочных материалов и несоответствие технологическим параметрам – все это может привести к образованию раковин.
Раковины могут возникать также из-за недостаточной защиты сварочного шва от воздействия окружающей среды. Наличие влаги, грязи, ржавчины или других примесей на поверхности металла может привести к образованию раковин и понижению прочности сварного соединения.
Кроме того, раковины могут быть следствием низкой квалификации сварщика. Неправильный выбор метода сварки, неправильное ведение горелки или использование неправильной последовательности сварки – все это может привести к образованию раковин и снижению качества сварного соединения.
Для предотвращения возникновения раковин необходимо правильно выбирать технологию сварки, соблюдать режимы сварки, использовать качественные сварочные материалы и поддерживать оборудование в исправном состоянии. Также необходимо обеспечивать защиту сварного шва от воздействия влаги, грязи и других примесей. Важным моментом является также квалификация сварщика и его умение правильно проводить сварочные операции.
Причины образования раковин
При сварке возникают раковины, которые могут значительно ухудшить качество соединений и повлиять на прочность сварных швов. Эти дефекты могут быть вызваны различными причинами:
- Недостаточная чистота поверхностей, которые подлежат сварке. Наличие оксидов, жиров, пыли и других загрязнений может привести к образованию раковин.
- Неправильная подача сварочного материала. Если сварщик неправильно настраивает параметры подачи проволоки или электрода, это может привести к образованию раковин.
- Недостаточно высокая или низкая температура сварки. Слишком высокая температура может вызывать перегорание и окисление металла, а слишком низкая температура может вызывать недостаточное плавление и образование непрочных соединений.
- Неправильный выбор сварочного материала. Разные материалы требуют своих характеристик сварочного материала. Неправильный выбор может привести к образованию раковин.
- Неправильная техника сварки. Некорректная техника сварки, такая как слишком быстрое движение сварочной горелки или плохая стабилизация дуги, также может привести к образованию раковин.
Чтобы избежать образования раковин, необходимо правильно подготовить поверхности, использовать подходящий сварочный материал, настроить правильные параметры сварки и овладеть правильной техникой сварки.
Как раковины влияют на качество сварного соединения
Главные причины появления раковин:
- Неправильная техника сварки, включая неправильно настроенные параметры, неправильно подобранный сварочный материал и слишком высокую или низкую температуру сварки.
- Недостаточная очистка поверхности перед сваркой, что может привести к наличию пыли, грязи или ржавчины, мешающих полноценной сварке.
Имея раковины, сварное соединение может быть подвержено различным проблемам:
- Ухудшение прочности сварного соединения из-за наличия полостей, которые могут служить источником трещин и разрушений.
- Увеличение риска внешних коррозий и окисления металла вследствие наличия дополнительных поверхностных полостей, которые способствуют накоплению влаги, грязи и других веществ.
- Увеличение вероятности проникновения внутрь сварного соединения различных вредных веществ, которые могут отрицательно влиять на эксплуатационные характеристики конструкции.
Для предотвращения появления раковин и повышения качества сварного соединения рекомендуется:
- Правильно подобрать сварочный материал, учитывая его соответствие основному металлу и окружающей среде.
- Тщательно очистить поверхность перед сваркой, удалив все загрязнения, ржавчину и другие примеси.
- Контролировать технику сварки, следить за правильным соотношением температур, скорости сварки и наличием защитных газов.
- Проводить контроль качества сварных соединений, используя соответствующие методы и инструменты.
Помните, что качество сварного соединения зависит от множества факторов, и появление раковин может быть предотвращено соблюдением правильной технологии сварки и проведением необходимых контрольных мероприятий.
Вопрос-ответ
Какие причины возникновения раковин при сварке?
Причинами возникновения раковин при сварке могут быть недостаточная чистота поверхностей, состав материалов, некачественная подготовка к сварке и неправильная регулировка параметров сварочного процесса.
Какие способы устранения раковин при сварке существуют?
Для устранения раковин при сварке можно использовать следующие способы: проводить тщательную чистку поверхностей, выбрать правильный состав сварочного материала, осуществить правильную подготовку перед сваркой, корректировать параметры сварки в соответствии с требованиями и проводить визуальный контроль сварного соединения.
Могут ли раковины повлиять на прочность сварного соединения?
Да, раковины могут негативно влиять на прочность сварного соединения. Наличие раковин создает дополнительные места концентрации напряжений, что может привести к образованию трещин и снижению прочности сварного соединения.
Какие инструменты могут помочь в устранении раковин при сварке?
Для устранения раковин при сварке можно использовать различные инструменты, такие как щетки для чистки поверхностей, шлифовальные машины для удаления недостатков, специальные средства для удаления загрязнений и неровностей, а также приборы для контроля и регулировки параметров сварки.
Что можно сделать, чтобы предотвратить возникновение раковин при сварке?
Для предотвращения возникновения раковин при сварке рекомендуется придерживаться следующих мер: тщательно очищать поверхности перед сваркой, выбирать качественные материалы и сварочные материалы, правильно подготавливать сварное соединение, контролировать и регулировать параметры сварки, выполнять визуальный контроль качества сварного соединения и своевременно устранять выявленные дефекты.
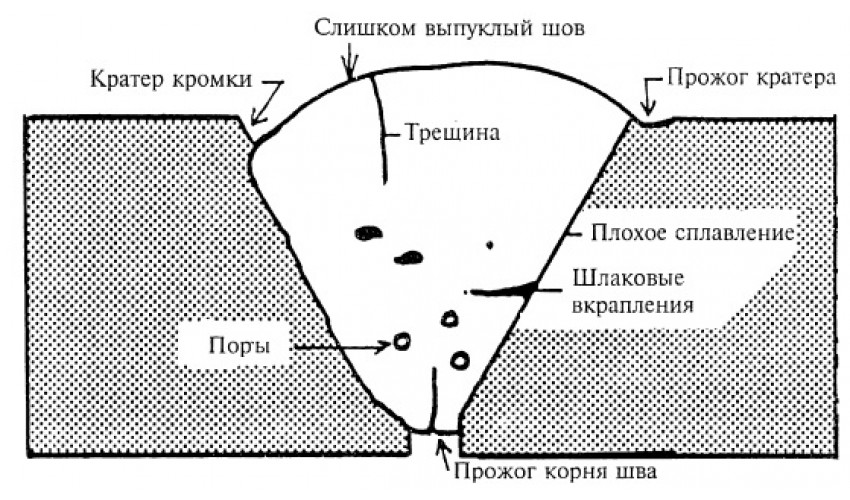
Характерные ошибки и дефекты сварки

При наплавлении первого валика вдоль корня стыкового шва проникновение металла в корень может быть недостаточным в силу недостаточной силы сварочного тока или чрезмерной скорости сварки. Причина может также заключаться в слишком большом диаметре электрода для данной канавки. При слишком большой силе сварочного тока может произойти прожог корня шва.
Дефекты сплавления
Если сила тока недостаточная или слишком высокая скорость сварки, могут произойти несплавления между наплавленным и основным металлом.
Несплавления могут иметь место и в том случае, если используется слишком маленький электрод при сварке на большом участке холодного основного металла. В этом случае следует использовать электрод большего диаметра и подогревать основной металл.
Дефекты кромок шва
Дефекты кромок могут произойти в силу чрезмерной силы сварочного тока. Однако такие дефекты могут возникнуть и при правильном токе, если дуга будет слишком длинной или если неправильно перемещается электрод. При сварке снизу вверх в вертикальном положении при колебательном движении электрода последний нужно на мгновение прижимать к каждой стороне валика, чтобы металл хорошо проник в шов и чтобы избежать дефектов кромки шва. Дефекты кромки могут быть индикаторами разрыва в сварном соединении.
Поры в сварном шве
Поры в шве могут образоваться из-за содержания влаги в покрытии электрода, особенно при сварке электродами с основным покрытием. Кроме того, причиной образования пор может быть мокрый или влажный основной металл свариваемого изделия. Такой шов ухудшает прочность соединения.
Тепловые трещины
Тепловые трещины могут образоваться во время и сразу после периода охлаждения шва по двум основным причинам:
Из-за включений в основном металле, которые имеют тенденцию к сегрегации и могут образовать слой в середине шва. Этот слой препятствует сращиванию кристаллов. К таким веществам прежде всего относятся углерод и сера. В случаях, когда тепловые трещины вызваны такими веществами, перейдите на электрод с основным покрытием. Если же трещины появились при сварке электродом с основным покрытием, значит данный металл является несвариваемым.
Напряжение через шов может вызвать появление тепловых трещин, даже если основной металл не сегрегирует в шве В определенный промежуток критической температуры, сразу же после коагуляции валика шов имеет очень слабую способность к деформации и, если усадка металла больше, чем растяжение шва, образуется трещина. Этого можно избежать, зажав свариваемую деталь специальным зажимным приспособлением, которое ограничивает усадку металла.
Тепловые трещины появляются в середине валика и представляют собой прямую трещину на поверхности.
Усадочные трещины
Усадочные трещины образуются тогда, когда способность шва к деформации (вязкость) меньше, чем реальная усадка. Такие трещины обычно бывают поперечными и вызываются значительной продольной усадкой. Чтобы избежать образования таких трещин, лучше всего использовать электроды с основным покрытием.
Водородные трещины
Трещины в металле шва образуются под воздействием водорода и могут образоваться в стали любого типа, которая прошла закалку или закаляется во время сварки. Сталь с высоким пределом текучести будет содержать определенное количество упроченной структуры, обычно это мартензит. Чем выше точка плавления, тем выше риск образования водородных трещин, они образуются в основном металле,, который непосредственно прилегает к зоне плавления, и, сочетаясь со сварочным напряжением, образуют трещины в металле шва.
Для сварки закаленной стали можно использовать только сухие электроды с основным покрытием, т. к. в этом случае выделяется очень мало водорода. Влажные электроды выделяют очень много водорода. Другими источниками водорода являются ржавчина, масло, краска или конденсация вдоль сварочной канавки. Подогрев канавки, скажем, до 50°С значительно снизит количество водорода.
Включения шлака в шов
Шлак состоит из неметаллических частиц с покрытия электрода. После каждого валика необходимо тщательно удалять весь шлак. Для этого используйте обрубочный молоток и проволочную щетку. Частицы шлака, попавшие в шов, серьезно снизят прочность соединения. Старайтесь избегать выжигания выемок, т. к. попавший туда шлак трудно удалить.
При подготовке сварочной канавки убедитесь, что она имеет достаточный зазор для обеспечения хорошего сплавления и облегчения удаления шлака. Удалите окалины и ржавчину со свариваемой поверхности и проверьте, правильно ли вы выбрали электрод для данной сварочной позиций.